





أخبار

دليل آلة الضغط على الحدادة: الأنواع والقوة والتكاليف والاختيار
 2026.03.13
2026.03.13
 أخبار الصناعة
أخبار الصناعة
ما هي أفضل آلة ضغط تزوير
يتم استخدام آلة ضغط الحدادة لتشكيل المعدن الساخن أو البارد من خلال تطبيق قوة ضغط يمكن التحكم فيها، و عادةً ما يكون هذا هو الاختيار الصحيح عندما يحتاج الجزء إلى قوة عالية وأبعاد قابلة للتكرار وتدفق حبيبي داخلي أفضل من المكونات المصبوبة أو المصنعة بالكامل . في الاستخدام العملي للمصنع، يُفضل استخدام المكبس للأعمدة، والفلنجات، والحلقات، وفراغات التروس، وأجزاء التوصيل، والمكونات الهيكلية التي يجب أن تحمل أحمالًا ثقيلة أو تقاوم التعب.
بالمقارنة مع معدات الحدادة المعتمدة على الصدمات، فإن المكبس يطبق القوة بشكل تدريجي أكثر. يمنح هذا التشوه البطيء المشغل مزيدًا من التحكم في تدفق المعدن، ويحسن تعبئة القالب في العديد من الأشكال، وغالبًا ما يقلل من خطر تشقق السطح في قطع العمل الأكبر حجمًا. بالنسبة للأجزاء ذات نوافذ المعالجة الضيقة، غالبًا ما يكون توحيد مسار الضغط أسهل عبر الدُفعات.
بالنسبة لمعظم المشترين، فإن السؤال الرئيسي ليس ما إذا كانت آلة ضغط الحدادة يمكنها تشكيل المعدن، ولكن ما إذا كانت الآلة لديها الحق الحمولة والسكتة الدماغية وضوء النهار والسرعة ونظام القالب ومستوى الأتمتة لعائلة الجزء المقصود. إن اختيار هذه العناصر بشكل صحيح له تأثير مباشر على الإنتاج وعمر القالب ومعدل الخردة وتكلفة الطاقة لكل جزء.
كيف تعمل آلة الضغط
تولد الآلة القوة من خلال نظام دفع ميكانيكي أو هيدروليكي أو مؤازر. يتحرك الكبش عموديًا لضغط الخام بين القوالب المفتوحة أو قوالب الطباعة المغلقة. أثناء هذا التشوه، يتدفق المعدن إلى الشكل المطلوب بينما يحافظ إطار الضغط ونظام التوجيه والأدوات على المحاذاة.
مراحل العملية الرئيسية
- قطع البليت أو سبيكة إلى الحجم المستهدف
- مادة حرارية في حالة استخدام الطرق الساخنة
- نقل المواد إلى مجموعة القالب
- استخدم القوة من خلال واحدة أو أكثر من ضربات التشكيل واللمسة النهائية
- قم بقص الفلاش أو الثقب أو الحجم أو العملة المعدنية إذا لزم الأمر
- تبريد الأجزاء وفحصها وإرسالها للمعالجة الحرارية أو التشغيل الآلي
في عملية الطرق على الساخن، عادةً ما تدخل قطع الفولاذ إلى المكبس بمعدل تقريبي 950 درجة مئوية إلى 1250 درجة مئوية ، اعتمادًا على السبائك وطريق العملية. عند درجات الحرارة هذه، تنخفض أحمال التشكيل بشكل كبير، لكن التحكم في الميزان، والتشحيم، ووقت النقل، ودرجة حرارة القالب تصبح حرجة. في عملية التشكيل على البارد، تكون درجات الحرارة أقل بكثير، ويمكن أن تتحسن دقة الأبعاد، ولكن أحمال التشكيل المطلوبة ترتفع بشكل حاد.
أنواع آلة الصحافة تزوير
يعتمد أفضل نوع للآلة على هندسة الأجزاء وحجم الإنتاج ودرجة المادة وسرعة الدورة المطلوبة. يمكن أن يؤدي عدم التطابق هنا إلى بطء الإنتاج، أو التشكيل غير المستقر، أو الصيانة المفرطة للقالب.
| اكتب | كيف يتم تسليم القوة | أفضل ملاءمة | مقايضة نموذجية |
|---|---|---|---|
| الصحافة الهيدروليكية | الحمولة الكاملة متاحة من خلال السكتة الدماغية | أجزاء كبيرة، تشكيل عميق، تحكم مرن في السكتة الدماغية | عادة ما يكون وقت الدورة أبطأ |
| الصحافة الميكانيكية | ترتفع القوة بالقرب من أسفل السكتة الدماغية | إنتاج بكميات كبيرة مع دورات أقصر | ملف تعريف السكتة الدماغية أقل مرونة |
| الصحافة المسمار | تشكيل قائم على الطاقة مع تأثير متحكم فيه | تزوير دقيق وحالات تعبئة القالب الصعبة | مطابقة الطاقة حساسة للعملية |
| الصحافة المؤازرة الهيدروليكية أو الهجينة | إمكانية برمجة الحركة والتحكم في الضغط | الإنتاج المختلط وتحسين العملية | ارتفاع تكلفة رأس المال |
استخدام القالب المفتوح والقالب المغلق
يتم استخدام آلة ضغط الحدادة ذات القالب المفتوح بشكل شائع للأعمدة الكبيرة، والكتل، والحلقات، وقطع العمل المخصصة ذات الحجم المنخفض. تعتبر آلة الضغط المغلقة أكثر ملاءمة للإنتاج المتكرر حيث يحدد التجويف الشكل النهائي. يتطلب عمل القالب المغلق تحكمًا أكثر صرامة في القالب وصيانة القالب، ولكنه عادةً ما يوفر إنتاجية أفضل بكثير لكل مشغل.
المواصفات الرئيسية التي تحدد الأداء
لا ينبغي اختيار آلة ضغط الحدادة على الحمولة الاسمية وحدها. يمكن أن تؤدي الضغطتان بنفس القوة المعلنة بشكل مختلف تمامًا إذا كان طول الشوط أو سرعة الاقتراب أو صلابة الإطار أو مساحة القالب مختلفة.
أهم معلمات الآلة
- الحمولة: أقصى قوة تشكيل يمكن للآلة تطبيقها
- السكتة الدماغية: حركة الكبش، مما يؤثر على تشكيل النافذة وإعداد الأدوات
- ضوء النهار: أقصى مسافة مفتوحة بين الكبش والسرير
- ارتفاع الاغلاق: الحد الأدنى لارتفاع العمل لتركيب القالب
- سرعة الرام: سرعات الاقتراب والضغط والعودة التي تؤثر على وقت الدورة
- حجم السرير والأدلة: أمر بالغ الأهمية لتخطيط القالب واستقرار المحاذاة
- استخدام الطاقة والطاقة: يؤثر على تكلفة التشغيل وتخطيط المرافق
كنطاق صناعي تقريبي، يمكن أن تتراوح آلات ضغط الحدادة من بضع مئات من الأطنان للأجزاء الأصغر دقة إلى 5000 أو 10000 أو حتى أكثر من 50000 طن لتطبيقات تزوير كبيرة جدًا. عادةً ما يرتبط الطرف الأعلى بالبنية التحتية الصناعية الثقيلة، أو المطروقات الكبيرة من الدرجة الفضائية، أو المصانع المتخصصة المفتوحة.
كيفية اختيار آلة الضغط المناسبة
طريقة الاختيار الأكثر موثوقية هي البدء من الجزء، وليس من كتالوج الآلة. يجب أن تحدد المواد والمنطقة المتوقعة ونسبة التشوه ودرجة الحرارة وتعقيد القالب والإنتاج السنوي مواصفات الصحافة.
قائمة مرجعية للاختيار العملي
- حدد عائلة الأجزاء حسب المادة والوزن والحد الأقصى للمساحة المتوقعة.
- تقدير قوة التشكيل المطلوبة مع هامش أمان لتنوع السبائك وتآكل القالب.
- تحقق من السكتة الدماغية وضوء النهار وارتفاع الإغلاق مقابل الأبعاد الفعلية لمكدس القالب.
- قم بمطابقة سرعة الكبش مع طريقة التسخين ووقت النقل ونافذة التشحيم.
- مراجعة احتياجات الأتمتة مثل تحميل الخامات ونقلها وتشذيبها وتفريغها.
- احسب الناتج في الساعة وقارنه بالطلب السنوي، وليس فقط ذروة الطلب.
- تقييم حمل الأساس ومساحة وحدة الطاقة الهيدروليكية ومياه التبريد والقدرة الكهربائية.
على سبيل المثال، قد يعطي المصنع الذي ينتج فلنجات فولاذية متوسطة الكربون بعدة آلاف من القطع شهريًا الأولوية لنظام ميكانيكي أو هيدروليكي سريع مع تبديل القالب المستقر وتكامل التشذيب. غالبًا ما يستفيد المتجر الذي يصنع أعمدة كبيرة الحجم على دفعات صغيرة من آلة ضغط الحدادة الهيدروليكية الأبطأ ولكن الأكثر قابلية للتحكم مع ضوء النهار السخي ودعم المناولة.
تطبيقات نموذجية وأمثلة إنتاجية واقعية
من الأسهل رؤية قيمة آلة ضغط الحدادة في التطبيقات التي تكون فيها الموثوقية الميكانيكية أكثر أهمية من تكلفة التشكيل الأولية المنخفضة. عادةً ما يؤدي التشكيل إلى تحسين بنية الحبوب الاتجاهية وتقليل الانقطاعات الداخلية مقارنة بالعديد من الطرق البديلة.
| فئة الجزء | هدف العملية النموذجي | لماذا الصحافة مفيدة |
|---|---|---|
| مهاوي ومحاور | القوة ومقاومة التعب | تخفيض متحكم فيه وتوحيد داخلي جيد |
| الفراغات والعتاد والمحاور | التشكيل القريب من الشبكة قبل التشغيل الآلي | تكرار أفضل وتقليل هدر المواد |
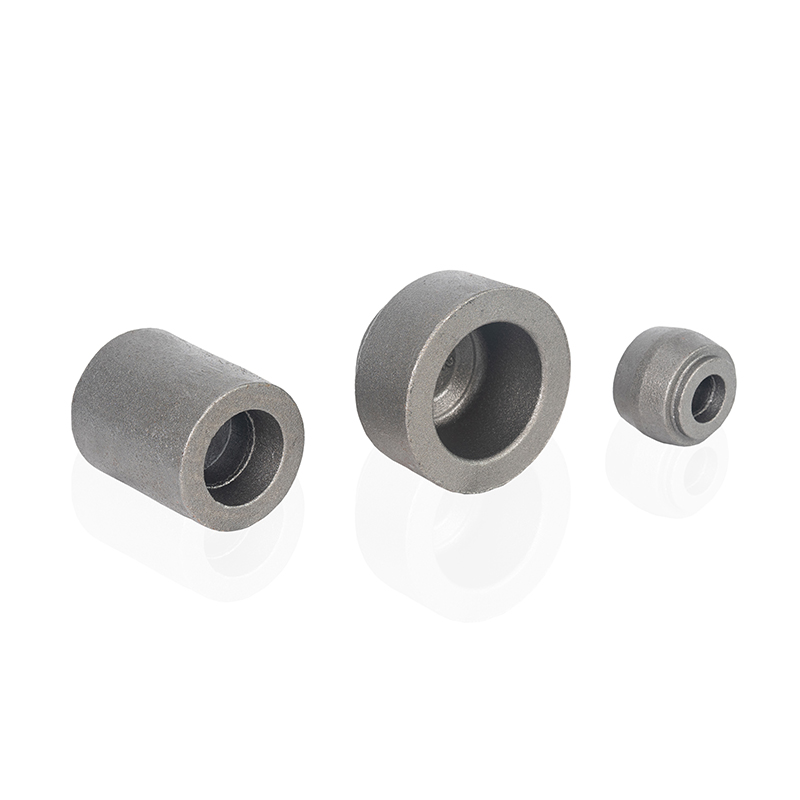
| الشفاه والخواتم | استقرار الأبعاد تحت الحمل | تشكيل متسق عبر الإنتاج دفعة واحدة |
| الموصلات الهيكلية | موثوقية عالية في تحمل الأحمال | تحسين تدفق المعادن إلى الأقسام الحرجة |
مقياس الإنتاج المفيد هو نسبة الشراء إلى الطيران أو الشراء إلى النهاية، مما يعني كمية المواد الأولية المطلوبة مقارنة بالوزن النهائي للآلة. عندما تقوم آلة ضغط الحدادة بإنشاء تشكيل أقرب، يمكن أن تنخفض المعالجة النهائية بشكل ملحوظ. في بعض العائلات، حتى أ تخفيض بنسبة 10% إلى 20% في المواد التي تمت إزالتها يمكن أن يحقق توفيرًا سنويًا ذا مغزى بمجرد تضمين تكلفة السبائك ووقت الماكينة وتآكل الأدوات.
تكاليف التشغيل والصيانة والكفاءة
سعر الشراء ليس سوى جزء من الصورة الاقتصادية. يجب تقييم آلة ضغط الحدادة على مدار سنوات من استخدام القالب، واستهلاك الطاقة، وقطع الغيار، والتشحيم، وإدارة السوائل الهيدروليكية، وفترات التوقف غير المخطط لها.
محركات التكلفة الرئيسية
- الأحمال الكهربائية ورسوم ذروة الطلب
- تآكل القالب، وتكرار الإصلاح، واستهلاك فولاذ القالب
- كفاءة تسخين البليت وفقدان الحجم
- استخدام التشحيم والتنظيف
- الأختام الهيدروليكية والمضخات والصمامات وحالة الترشيح
- التوقف الناجم عن تآكل الدليل أو انحراف المحاذاة
يؤثر انضباط الصيانة بشكل مباشر على جودة الجزء. يمكن أن تؤدي التغييرات الصغيرة في خلوص الدليل إلى تقليل محاذاة القالب، كما يمكن أن يؤدي سوء نظافة الزيت الهيدروليكي إلى تقليل عمر الصمام والمضخة. عادة ما تشهد النباتات التي تتعقب التلوث النفطي، وتوازي الكبش، ودرجة حرارة القالب، واستقرار الدورة معدلات خردة أقل من النباتات التي تتفاعل فقط بعد حدوث الأعطال.
نقاط الأمان والتركيب التي لا ينبغي تجاهلها
تجمع آلة ضغط الحدادة بين القوة العالية جدًا والمعدن الساخن والأدوات المتحركة والنقل الآلي في كثير من الأحيان. وبالتالي فإن التثبيت الآمن يمثل مشكلة إنتاجية، وليس مجرد مشكلة امتثال. يمكن أن يؤدي سوء الحراسة أو التخطيط الضعيف لتدفق المواد إلى تقليل وقت التشغيل بقدر ما يزيد من المخاطر.
الضمانات الحاسمة
- الحراسة المادية حول مناطق السفر والنقل
- أبواب الوصول المتشابكة ودوائر التوقف في حالات الطوارئ
- التحقق من لقط القالب قبل بدء الإنتاج
- أدوات معالجة آمنة لدرجة الحرارة للقضبان الساخنة والأجزاء المطروقة
- فحص الأساسات والتثبيت من أجل الاهتزاز ونقل الأحمال
قبل التثبيت، تأكد من تحميل الأرضية، ومتطلبات الحفرة، وخلوص السقف، والخدمة الكهربائية، ومياه التبريد، والهواء المضغوط، وتخطيط العادم. يمكن لآلة ضغط الحدادة الكبيرة أن تؤدي إلى تأخيرات باهظة الثمن إذا تم التعامل مع واجهة المبنى كفكرة لاحقة.
أخطاء الشراء الشائعة
العديد من الأخطاء المكلفة تأتي من التركيز على ذروة القوة وحدها. قد يكون لدى المطبعة حمولة كافية من الورق ولكنها لا تزال تفشل في تقديم إنتاج مستقر إذا كانت الدورة بطيئة للغاية، أو كانت مساحة القالب صغيرة جدًا، أو كانت معالجة المواد غير متكاملة.
- اختيار الحمولة دون التحقق من المساحة المتوقعة وتسلسل التشكيل الفعلي
- تجاهل وقت تغيير القالب في حسابات فعالية المعدات الإجمالية
- التقليل من الطلب على المرافق وتكلفة الأساس
- شراء آلة مرنة لوظيفة تحتاج حقًا إلى السرعة والأتمتة
- شراء آلة سريعة لوظيفة تحتاج حقًا إلى التحكم في الضربات الطويلة
الوجبات الجاهزة النهائية
أفضل آلة ضغط للحدادة هي تلك التي تتوافق مع حمل التشكيل الحقيقي، ومظروف القالب، وهدف الدورة، وطريقة التعامل مع الأجزاء التي تخطط لإنتاجها . في معظم الحالات، يعني ذلك تقييم الحمولة جنبًا إلى جنب مع السكتة الدماغية والسرعة وضوء النهار والأتمتة وتكلفة التشغيل بدلاً من التعامل مع قدرة القوة باعتبارها نقطة القرار الوحيدة.
إذا كان الهدف هو الأجزاء المطروقة القوية والقابلة للتكرار مع إنتاج قابل للتطوير، فيمكن للضغط المطابق جيدًا تقليل الخردة وتحسين اتساق الأبعاد وتقليل جهد المعالجة النهائية. إذا كانت الآلة كبيرة الحجم أو غير محددة أو متكاملة بشكل سيء، فسيكون تحقيق هذه الفوائد نفسها أصعب بكثير.











تتضمن منتجاتنا في المقام الأول إنتاج مكونات مزورة لصناعة السيارات ، وصناعة آلات البناء ، وصناعة الأجهزة الصناعية ، وصناعة معدات السوائل.
روابط سريعة
روابط المنتج
اتصل بنا
-
Address:رقم 5 Junrong Road ، Daitou Town ، Liyang City ، مقاطعة Jiangsu ، الصين
-
Tel:+86-18112316383
حقوق الطبع والنشر © Jiangsu Nanyang Chukyo Technology Co. ، Ltd.
![]() 苏公网安备 32048102000516 苏 ICP 备 2022006060 号 -1
苏公网安备 32048102000516 苏 ICP 备 2022006060 号 -1
