





أخبار

تزوير أعمدة الكرنك: العملية والمواد والمعايير ودليل الموردين
 2026.04.23
2026.04.23
 أخبار الصناعة
أخبار الصناعة
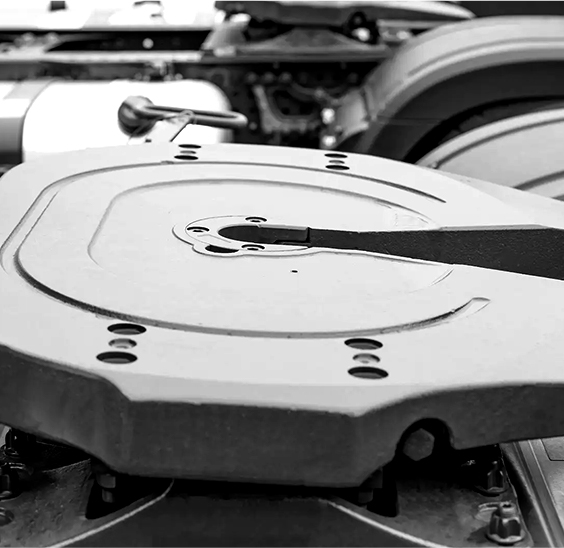
تنقل كل ثورة في العمود المرفقي للمحرك قوى هائلة - ضغط الغاز، وأحمال القصور الذاتي، والإجهاد الالتوائي - كلها في وقت واحد. إن العمود المرفقي الذي لا يستطيع امتصاص هذه القوى بشكل موثوق سوف يفشل، وتتراوح العواقب من التوقف المكلف إلى تلف المعدات الكارثي. ولهذا السبب على وجه التحديد، يعتبر التشكيل، وليس الصب، هو طريق التصنيع المفضل للأعمدة المرفقية المستخدمة في التطبيقات الصناعية وعالية الأداء. تعمل عملية الحدادة على محاذاة البنية الحبيبية الداخلية للفولاذ لتتبع شكل الجزء، مما ينتج مكونًا أقوى بشكل أساسي من المكون المصبوب في القالب.
يغطي هذا الدليل الصورة الكاملة للأعمدة المرفقية المطروقة: كيفية تصنيعها، والمواد المستخدمة، وكيفية مقارنتها ببدائل الصب، وما هي معايير الجودة المطبقة، وكيفية اختيار المورد المناسب لتطبيقك.
ما هو تزوير العمود المرفقي ولماذا هو مهم
يقوم العمود المرفقي بتحويل الحركة الترددية للمكابس إلى طاقة دورانية يتم توصيلها إلى مجموعة نقل الحركة أو المعدات المدفوعة. للقيام بذلك بشكل موثوق عبر ملايين الدورات، يجب أن يجمع العمود المرفقي بين قوة الشد العالية، ومقاومة التعب الممتازة، ومقاومة تآكل السطح - كل ذلك في شكل معقد هندسيًا مع الرميات، والمجلات، والأثقال الموازنة في مواضع زاوية دقيقة.
يحقق الحداد هذه الخصائص عن طريق تشكيل الفولاذ الساخن تحت قوة ضغط متحكم فيها بدلاً من صب المعدن المنصهر في القالب. والنتيجة هي أ تدفق الحبوب المستمر وغير المنقطع الذي يتبع محيط الجزء. عندما تحتوي المسبوكة على مسامية، أو فراغات انكماشية، أو حدود حبيبية موجهة بشكل عشوائي، تكون عملية الصب كثيفة وقوية اتجاهيًا. هذا الاختلاف ليس نظريًا فقط - فعادةً ما تظهر أعمدة الكرنك المطروقة معدلات استطالة تتراوح بين 20-22% قبل الفشل، مقارنة بـ 5% أو أقل للمسبوكات الحديدية العقدية، مما يجعلها أكثر مقاومة للكسر المفاجئ تحت تأثير التحميل الصادم.
عملية تزوير العمود المرفقي: خطوة بخطوة
يتطلب إنتاج العمود المرفقي المطروق سلسلة من العمليات المتسلسلة بعناية. يؤثر تخطي أو تقصير أي خطوة على الخواص الميكانيكية النهائية. يعمل تسلسل إنتاج القالب المغلق النموذجي على النحو التالي:
- إعداد وقطع البليت — يتم نشر شريط من الفولاذ المكرر (عادةً 45# من الفولاذ الكربوني أو درجات السبائك) بوزن دقيق يطابق الكتلة النهائية للمطرقة بالإضافة إلى بدل التشذيب.
- التدفئة - يتم تسخين البليت إلى ما يقرب من 1150-1250 درجة مئوية (2100-2280 درجة فهرنهايت)، وعند هذه النقطة يصبح الفولاذ عالي اللدونة دون الوصول إلى الحالة السائلة. يعد توحيد درجة الحرارة عبر قطعة العمل أمرًا بالغ الأهمية لمنع خشونة الحبوب الموضعية.
- لفة تزوير / حجب التشكيل — يمر البليت المسخن من خلال معدات التشكيل باللف لإعادة توزيع المواد وإنشاء شكل تقريبي يقارب الشكل المتعرج للعمود المرفقي. تعمل هذه الخطوة على تقليل هدر المواد في عمليات الضغط اللاحقة.
- تزوير مسبق (قالب مانع) - يتم وضع القالب في طبعة مانعة في قالب الحدادة. الضغط الأول يمنح البليت تعريفًا أفضل، ويبدأ في إنشاء الرميات والمجلات.
- الانتهاء من تزوير (قالب التشطيب) — يتم نقل الجزء إلى الطبعة النهائية، حيث تضغط عليه قوة ضغط متعددة الأطنان في الشكل النهائي القريب من الشبكة. الهدف في هذه المرحلة هو تدفق المعدن - وليس مجرد ضغطه - بحيث تتبع الخطوط الحبيبية الشكل الهندسي لكل عمود مرفقي ومجلة.
- التشذيب — تتم إزالة الفلاش (المعدن الزائد الذي يتم ضغطه على طول خط فراق القالب) من خلال مكبس القطع.
- التواء أو الفهرسة — بالنسبة للأعمدة المرفقية متعددة الرمي، يجب ضبط الرميات في مواضع زاويّة محددة (على سبيل المثال، 90 درجة لمحرك رباعي الأسطوانات). في عملية اللف، تقوم مكبس مخصص بتدوير كل رمية إلى الزاوية المطلوبة. تستخدم المطروقات غير الملتوية هندسة قوالب أكثر تعقيدًا لإنتاج جميع الرميات في اتجاهها النهائي بضغطة واحدة - وهي طريقة تحافظ على استمرارية الحبوب بشكل أفضل.
- تشطيب ساخن وتبريد متحكم فيه — يتم تصحيح أبعاد الجزء وهو لا يزال ساخنًا، ثم يتم تبريده تحت ظروف خاضعة للرقابة لإعداده للمعالجة الحرارية.
- المعالجة الحرارية — يتم تطبيق عمليات التطبيع أو التقسية أو التبريد أو تصلب السطح وفقًا لمتطلبات التطبيق (انظر قسم المعالجة الحرارية أدناه).
- التفتيش والتشطيب - تكتمل العملية بالطلقات، وفحص الجسيمات المغناطيسية، والاختبار بالموجات فوق الصوتية، والتحقق من الأبعاد قبل أن ينتقل العمود المرفقي إلى التشغيل الآلي.
لإلقاء نظرة أوسع على كيفية تأثير معلمات العملية على نتائج الصياغة، راجع تحليلنا لـ تزوير خصائص العملية في التصنيع الصناعي ، ومقارنتها الطرق الساخنة مقابل الطرق الباردة عبر التطبيقات الصناعية المختلفة .
تزوير القالب المفتوح مقابل تزوير القالب المغلق لأعمدة الكرنك
يتم استخدام تكوينين مختلفين بشكل أساسي لتكوين أعمدة الكرنك، ويعتمد الاختيار الصحيح على حجم الجزء وتعقيده وحجم إنتاجه.
تزوير القالب المغلق (قالب الانطباع). يستخدم القوالب المتطابقة التي تحيط بقطعة العمل بالكامل. يتم ضغط المواد في تجاويف يتم تشكيلها في وجوه القالب، مما يؤدي إلى إنتاج أجزاء ذات أبعاد دقيقة، وتشطيب سطحي جيد، والحد الأدنى من الآلات بعد التشكيل. إنها الطريقة المفضلة لأعمدة الكرنك للسيارات ذات الحجم الكبير والأعمدة المرفقية الصناعية متوسطة الحجم حيث يتم تبرير تكاليف الاستثمار في القوالب بكميات الإنتاج. استخدام المواد مرتفع، وأوقات الدورة قصيرة، وتكرار الأبعاد ممتاز.
تزوير القالب المفتوح يستخدم قوالب مسطحة أو ذات شكل بسيط حيث يقوم المشغل بإعادة وضع قطعة العمل يدويًا عند كل مطرقة أو ضربة ضغط. نظرًا لأن القوالب لا تحتوي أبدًا على الجزء بالكامل، يمكن أن تنتج عملية التشكيل بالقالب المفتوح أعمدة مرفقية كبيرة جدًا - يتجاوز وزن بعضها 3000 رطل (1360 كجم) وطولها 100 بوصة (2540 مم) - والتي لا يمكن أن تستوعبها أي مكبس مغلق. وتتمثل المقايضة في زيادة عدد الآلات ومتطلبات مهارات المشغل الأكثر صرامة. يعد التشكيل بالقالب المفتوح هو الأسلوب القياسي للأعمدة المرفقية الصناعية المخصصة المستخدمة في الضواغط الكبيرة والمحركات البحرية الثقيلة ومعدات حقول النفط.
من الناحية العملية، يستخدم العديد من منتجي العمود المرفقي الكبار أسلوبًا هجينًا: عمليات القالب المفتوح لتشكيل الجزء بشكل خشن، متبوعة بخطوات موضعية مغلقة أو دحرجة حلقية لتحسين أسطح المجلات المهمة.
اختيار المواد: ما هي درجة الفولاذ المناسبة؟
تحدد درجة الفولاذ المختارة للعمود المرفقي المطروق سقف قوة الشد، وعمر الكلال، وقابلية الصلابة، وقابلية التشغيل الآلي. يؤدي تحديد الدرجة الصحيحة منذ البداية إلى تجنب عمليات إعادة التصميم المكلفة أو الفشل الميداني المبكر. الفئات الرئيسية هي:
| الصف | اكتب | قوة الشد (رطل لكل بوصة مربعة) | تطبيق نموذجي |
|---|---|---|---|
| 45 # (C45) | فولاذ كربوني عادي | ~80.000-100.000 | محركات السيارات والصناعات الخفيفة متوسطة الحمولة |
| 5140 | سبائك الكروم الصلب | ~115,000 | ما بعد البيع الميزانية. يبني الأداء الخفيف |
| 4130 / 4140 | الصلب الكروم والموليبدينوم | ~120.000-125.000 | محركات متوسطة الأداء؛ الأحمال الصناعية المعتدلة |
| 4340 | فولاذ النيكل والكروم والموليبدينوم | ~140.000-145.000 | المحركات عالية الأداء، والتطبيقات الفضائية المجاورة، والصناعات الثقيلة |
| غير مروي وخفف (سبيكة صغيرة) | سبائك الصلب الدقيقة | يختلف حسب الدرجة | التصنيع الأخضر؛ يتم تبريده بالهواء بعد التزوير، ولا يتطلب الأمر أسئلة وأجوبة بعد التزوير |
4340 هو المعيار للتطبيقات الصعبة لأن محتواه من النيكل يعمل على تحسين المتانة الأساسية بينما يعمل الكروم والموليبدينوم على تعزيز الصلابة والقوة في درجات الحرارة العالية. بالنسبة للتطبيقات التي تكون فيها التكلفة أولوية ولكن متطلبات القوة معتدلة، يوفر 4140 توازنًا مناسبًا. تكتسب سبائك الفولاذ الدقيقة غير المسقاة والمقساة قوة جذب في أوروبا واليابان لأنها تقضي على دورة التبريد والتلطيف كثيفة الاستخدام للطاقة، مما يقلل من التكلفة والبصمة البيئية - وهي ميزة ذات مغزى لإنتاج العمود المرفقي بكميات كبيرة.
للحصول على تفاصيل شاملة لدرجات الفولاذ المطروقة عبر سياقات صناعية مختلفة، راجع موقعنا دليل مواد الحدادة يغطي الأنواع والخصائص ومعايير الاختيار .
أعمدة الكرنك المزورة مقابل الأعمدة المصبوبة: مقارنة الأداء
كثيرا ما يتم تبسيط النقاش حول "الممثلين مقابل المزورين". يمكن لكلا النوعين البقاء على قيد الحياة عند مستويات طاقة متطابقة في ظل ظروف معينة. السؤال الحقيقي ليس "ما الذي ينجو من جولة واحدة؟" ولكن "ما الذي يوفر موثوقية متسقة عبر ملايين الدورات تحت التحميل المتغير؟"
| المعلمة | الصلب مزورة | الحديد الزهر العقدي | يلقي الصلب |
|---|---|---|---|
| قوة الشد | 110.000-145.000 رطل لكل بوصة مربعة | ~95,000 رطل لكل بوصة مربعة | ~105,000-110,000 رطل لكل بوصة مربعة |
| استطالة قبل الفشل | 20-22% | ~5% | ~6-8% |
| هيكل الحبوب | تدفق مستمر وموجه | عشوائي (متناحي) | عشوائي (متناحي) |
| خطر المسامية الداخلية | منخفض جدًا | معتدل | منخفض-متوسط |
| حياة التعب | ممتاز | معتدل | جيد |
| تكلفة الوحدة | أعلى | أقل | معتدل |
بالنسبة للتطبيقات التي يعمل فيها المحرك بأحمال عالية مستدامة - الضواغط الصناعية، وأنظمة الدفع البحرية، ومجموعات توليد الطاقة - فإن الليونة الفائقة للعمود المرفقي المطروق ليست ترفا. يمكن أن يبقى العمود المرفقي المصبوب على قيد الحياة إلى أجل غير مسمى عند أحمال معتدلة وثابتة؛ دفعه إلى منطقة التعب ذات الدورة العالية مع تحميل الصدمات المتغير، ويصبح نقص الاستطالة خطر الكسر. لمزيد من التفاصيل حول كيفية اختلاف طرق التصنيع هذه في سياق مكونات المعدات الثقيلة، راجع مقالتنا حول الصب مقابل تزوير أجزاء الآلات الهندسية .
المعالجة الحرارية لأعمدة الكرنك المزورة
على عكس أعمدة الكرنك المصنوعة من الحديد الزهر، والتي تعمل أسطح دفاترها بشكل طبيعي أثناء التشغيل الآلي، تتطلب أعمدة الكرنك المصنوعة من الفولاذ المطروق معالجة حرارية متعمدة لتحقيق صلابة السطح ومقاومة التعب اللازمة لأسطح الروافد والمسمار. تعالج الطرق الثلاث الرئيسية متطلبات التطبيق المختلفة:
- تطبيع هدأ — المعالجة الأساسية الأكثر شيوعًا لأعمدة الكرنك الصناعية متوسطة الخدمة. التطبيع ينقي حجم الحبوب بعد التزوير؛ يؤدي التقسية اللاحقة عند درجة حرارة دون الحرجة إلى تخفيف الضغوط الداخلية وضبط المتانة. تم تحديد هذا التسلسل بموجب ASTM A983 للأعمدة المرفقية ذات تدفق الحبوب المستمر المستخدمة في محركات الديزل والغاز الطبيعي.
- تصلب الحث - يقوم المجال المغناطيسي عالي التردد بتسخين أسطح المجلة وأسطح العمود المرفقي بسرعة إلى درجة حرارة الأوستنيت، وبعد ذلك يتم إخمادها. والنتيجة هي طبقة سطحية صلبة ومقاومة للتآكل (عادةً 50-58 HRC) فوق قلب صلب ومرن. تعتبر عملية التصلب بالحث سريعة، وقابلة للتكرار، ويمكن إعادة تشكيلها دون إعادة معالجة كاملة - مما يجعلها الطريقة المفضلة لأعمدة الكرنك الخاصة بالسيارات OEM ومعظم التطبيقات الصناعية التي تصل طاقتها إلى 1000 حصان تقريبًا.
- نيترة — عملية تصلب سطحي قائمة على الانتشار يتم فيها إدخال النيتروجين إلى سطح الفولاذ عند درجة حرارة منخفضة نسبيًا (حوالي 500-560 درجة مئوية). تنتج النيترة طبقة سطحية صلبة للغاية دون تشويه أبعاد العمود المرفقي، مما يجعلها مثالية للأعمدة المرفقية الدقيقة في التطبيقات ذات التعزيز العالي أو النيتروز الثقيل أو ذات الدورات العالية حيث يعد استقرار الأبعاد بعد المعالجة الحرارية أمرًا بالغ الأهمية. تعمل العملية أيضًا على تحسين مقاومة التآكل.
عادةً ما يتم تطبيق عملية الصقل بالطلقات كخطوة نهائية بغض النظر عن طريق المعالجة الحرارية. من خلال تحفيز ضغوط الانضغاط المتبقية على السطح، تعمل عملية الطحن بالخردق على إطالة عمر الكلال بشكل كبير عند تركيزات الضغط مثل نصف قطر الشرائح - وهي مواقع بدء الشقوق الأكثر شيوعًا في أعمدة الكرنك أثناء الخدمة.
معايير الصناعة وفحص الجودة
تعمل الشركات المصنعة للعمود المرفقي ذات السمعة الطيبة وفقًا للمواصفات المعترف بها دوليًا والتي تحدد كيمياء المواد ومتطلبات الخاصية الميكانيكية وطرق الفحص المقبولة. إن فهم هذه المعايير يساعد المشترين على وضع معايير قبول واضحة وتجنب أوامر الشراء الغامضة.
هناك معياران من معايير ASTM لهما أهمية خاصة:
- أستم A983/A983M - يغطي أعمدة الكرنك المصنوعة من الكربون وسبائك الفولاذ ذات التدفق المستمر للحبوب لمحركات الديزل والغاز الطبيعي متوسطة السرعة. وهي تحدد أن الفولاذ يجب أن يتم تفريغه من الغازات، ويفرض خيارات المعالجة الحرارية للتطبيع والتلطيف والتهدئة. اختبارات الشد، والإنتاج، والاستطالة، وتقليل المساحة، وصلابة برينل، واختبارات تأثير شاربي كلها مطلوبة بتكرار اختبار واحد لكل حمل معالجة حرارية. تعرف على المزيد على صفحة مواصفات ASTM A983/A983M الرسمية .
- أستم A456/A456M — يحكم فحص الجسيمات المغناطيسية لمطروقات العمود المرفقي الكبيرة ذات دفاتر المحامل الرئيسية أو دبابيس المرفق التي يبلغ قطرها 4 بوصات (200 مم) أو أكبر. وهو يحدد ثلاث فئات قبول ذات خطورة متزايدة ويصنف مناطق التفتيش من المناطق الحرجة الرئيسية (المجلات والثقوب النفطية) إلى أسطح الويب الأقل إجهادًا. التفاصيل الكاملة متوفرة على أستم A456/A456M standard specification .
بالإضافة إلى فحص الجسيمات المغناطيسية، يتم استخدام اختبار الموجات فوق الصوتية (وفقًا لمعيار ASTM A388) للكشف عن الانقطاعات الحجمية الداخلية مثل الأنابيب أو الشوائب أو المسامية التي لا يمكن للطرق المغناطيسية العثور عليها. بالنسبة للتطبيقات ذات الأهمية الحيوية للسلامة - أعمدة الكرنك للقاطرات، والدفع البحري، وضغط الغاز - يجب على المشترين تحديد الاختبارات غير الإتلافية السطحية والحجمية كمتطلبات قبول.
التطبيقات الصناعية للأعمدة المرفقية المزورة
في حين أن أعمدة الكرنك في السيارات تحظى بأكبر قدر من الاهتمام في الأدبيات الفنية الشائعة، فإن غالبية قيمة العمود المرفقي المطروق - في كل من تكلفة الوحدة والتعقيد الهندسي - تكمن في الآلات الصناعية. تخدم أعمدة الكرنك المطروقة وظائف مهمة عبر عدة قطاعات:
- الضواغط الترددية — تعتمد ضواغط نقل النفط والغاز والتبريد والعمليات الكيميائية على أعمدة مرفقية متعددة الدفع لتحويل دوران المحرك إلى ضغط غاز يحركه المكبس. تعمل هذه الأعمدة المرفقية بشكل مستمر لسنوات، غالبًا في بيئات مسببة للتآكل أو ذات ضغط عالي تفاضلي.
- المضخات الصناعية — تعتمد المضخات الثلاثية والخماسية عالية الضغط المستخدمة في تحفيز الآبار وحقن المياه ونقل السوائل على أعمدة مرفقية مطروقة للتعامل مع الأحمال الشعاعية والالتوائية المكثفة المتولدة عند كل ضربة مكبس.
- محركات الديزل البحرية — تستخدم المحركات البحرية الرئيسية ذات التجويف الكبير ومنخفضة السرعة أعمدة مرفقية مطروقة يمكن أن تزن عشرات الآلاف من الأرطال وتمتد لعشرات الأقدام في الطول. إن التزوير بالقالب المفتوح هو طريقة الإنتاج الوحيدة القابلة للتطبيق في هذه المقاييس.
- توليد الطاقة — تتطلب مجموعات المولدات التي تعمل بالديزل ومحركات الغاز الطبيعي لتوليد الطاقة خارج الشبكة والطاقة الاحتياطية أعمدة مرفقية يمكنها الحفاظ على الإنتاج المقدر لعمليات تشغيل متواصلة ممتدة - بالضبط نظام عدد الدورات العالي حيث تتفوق المكونات المزورة على البدائل المصبوبة.
- معدات التعدين والبناء — تُخضع الحفارات وكسارات الصخور وأجهزة الحفر أعمدة الكرنك لصدمات شديدة وتحميل تصادمي. تُترجم ميزة ليونة الفولاذ المطروق بشكل مباشر إلى تقليل مخاطر الفشل الكارثي في هذه البيئات.
تغطي مجموعة منتجاتنا العديد من المكونات المطروقة المجاورة التي تعمل جنبًا إلى جنب مع أعمدة الكرنك في هذه الأنظمة. اكتشف موقعنا حلول تزوير الآلات الهندسية لتطبيقات البناء والتعدين، لدينا المطروقات نظام نقل المركبات للمكونات المجاورة لمجموعة نقل الحركة، ولدينا مكونات السكك الحديدية المشتركة مزورة المستخدمة في أنظمة حقن الوقود عالي الضغط.
كيفية اختيار مورد العمود المرفقي المزورة
العمود المرفقي المزور ليس شراء سلعة. تحدد قدرة عملية المورد ومعرفة المواد والبنية التحتية للجودة بشكل مباشر ما إذا كان العمود المرفقي الخاص بك يعمل كما هو مصمم هندسيًا أو يفشل قبل الأوان. تقييم الموردين المحتملين وفقًا لهذه المعايير:
- قدرة الصحافة والقدرة على الموت — تأكد من أن قدرات تصميم حمولة القالب والقالب الخاصة بالمورد تتطابق مع حجم العمود المرفقي وعدد الرمي والشكل الهندسي. قد يفتقر المورد المُحسّن لكرنك السيارات إلى القدرة على القالب المفتوح للأعمدة الصناعية الكبيرة.
- إمكانية تتبع المواد — طلب شهادات المواد الكاملة من مصنع الصلب، بما في ذلك تحليل الحرارة ونتائج الاختبار الميكانيكي وتأكيد تفريغ الغاز لأي عمود مرفقي يجب أن يفي بمواصفات ASTM A983 أو ما يعادلها.
- المعالجة الحرارية في المنزل — يتحكم الموردون الذين يقومون بالمعالجة الحرارية داخليًا في المزيد من المتغيرات ويمكنهم الاستجابة بشكل أسرع لتعديلات العملية. التحقق من أن أفرانها مؤهلة وأن مسوحات درجة الحرارة الحالية.
- قدرات NDT — اسأل على وجه التحديد عن طرق الاختبار غير المدمرة التي يقوم بها المورد داخليًا مقابل العقود من الباطن، وما هي معايير ASTM أو المعايير المماثلة التي يعملون وفقًا لها. يجب أن يكون اختبار الجسيمات المغناطيسية والموجات فوق الصوتية متاحًا.
- المهلة الزمنية والمخزون — بالنسبة إلى عمليات الاستبدال العاجلة في بيئات الإنتاج الحرجة، يمكن للمورد الذي لديه مخزون من المواد الخام وتوافر مكابس الحدادة أن يعني الفرق بين أيام وأشهر التوقف عن العمل.
- الشهادات - ISO 9001 هو خط الأساس. بالنسبة لقطاعات محددة (المجاورة للطيران، ومعدات الضغط، والسكك الحديدية)، قد تكون هناك حاجة إلى شهادات إضافية مثل AS9100، أو PED، أو ما يعادلها.
- دعم هندسي مخصص — يقدم أفضل الموردين خدمات تصميم قوالب الحدادة المستندة إلى CAD/CAM، مما يسمح لهم بتحسين تدفق الحبوب واستخدام المواد لهندسة العمود المرفقي المحددة لديك بدلاً من تكييف القالب القياسي.
إن الإجابة على هذه الأسئلة قبل تقديم الطلب - وليس بعد وصول الدفعة الأولى - هو أوضح تمييز بين شراكة موثوقة ودرس مكلف في مخاطر سلسلة التوريد.










تتضمن منتجاتنا في المقام الأول إنتاج مكونات مزورة لصناعة السيارات ، وصناعة آلات البناء ، وصناعة الأجهزة الصناعية ، وصناعة معدات السوائل.
روابط سريعة
روابط المنتج
اتصل بنا
-
Address:رقم 5 Junrong Road ، Daitou Town ، Liyang City ، مقاطعة Jiangsu ، الصين
-
Tel:+86-18112316383
حقوق الطبع والنشر © Jiangsu Nanyang Chukyo Technology Co. ، Ltd.
![]() 苏公网安备 32048102000516 苏 ICP 备 2022006060 号 -1
苏公网安备 32048102000516 苏 ICP 备 2022006060 号 -1
